![]()
|
CimatronE在衛浴行業石膏模的應用 |
||||
|
|
||||
|
|
||||
|
|
||||
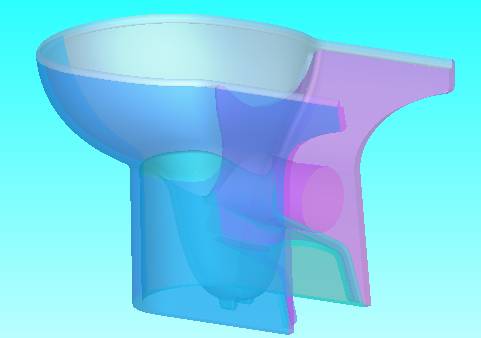
| CimatronE在製造業中是一款CAD/CAM一體化功能強大的軟體,它的功能涵蓋了原形設計、模具設計和模具數控加工。迄今已有二十八年的工模具製造經驗,現已成為工模具行業的領導者。 今天主要分享一下CimatronE軟體在石膏模具中的應用。
圖(1)原形數據 由於石膏模不需要使用模架和流道,所以就不需要做結構設計,只需要分出模具就可以了,但是由於該產品相對來說曲面面還是比較複雜的,而CimatronE軟體在分模的時候採用的是對面的演算法,因此不管是多麼複雜或破損的曲面都能輕鬆解決問題(當然CimatronE也可以使用實體的方式分模)。通過CimatronE快速分模工具很快將產品分出各個部分。
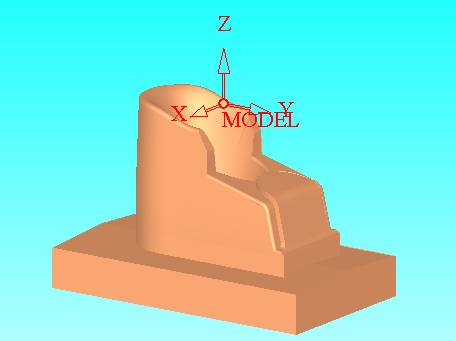
圖(2)分模數據 以上是CimatronE軟體對潔具產品行的模具設計和處理過程,下面我們來看CimatronE在石膏模具加工中的應用。我們這次主要針對這個模具其中的一個部分進行CimatronE編程講解。
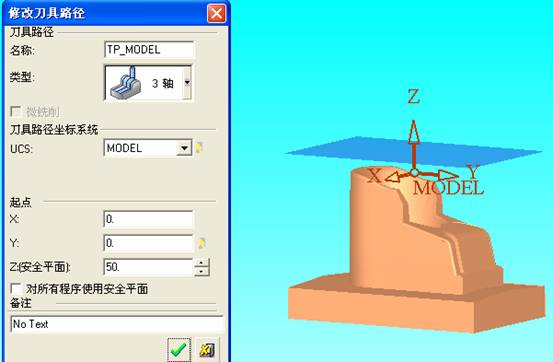
圖(3)編程實例資料 下麵看編程操作步驟: 第一步:根據曲率分析,可以選擇一線幾把刀具: 1.25R5的牛逼刀,刀長300,由於該模具比較大,所有刀具都是定制加長的刀具,因為加工的是石膏,所以刀具加長一點不會影響刀具使用; 2.直徑16的立銑刀; 3.直徑8的立銑刀; 4.直徑16的球頭刀和直徑8的球頭刀。 以上是我們加工這個模具所選擇的刀具,下面我們來看具體操作。 一、首先選擇3軸編程模式,並設置安全平面高度50。
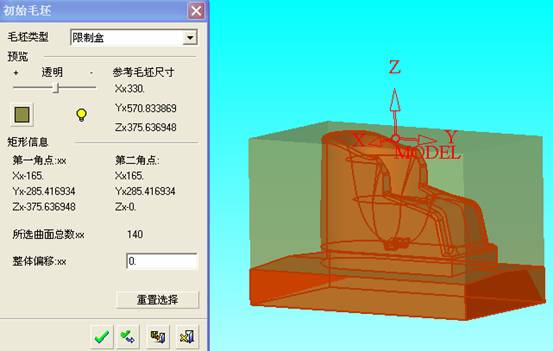
圖(4) 二、創建這個模具的毛坯,使用限制盒(限制盒生成新毛坯的一種方法)。
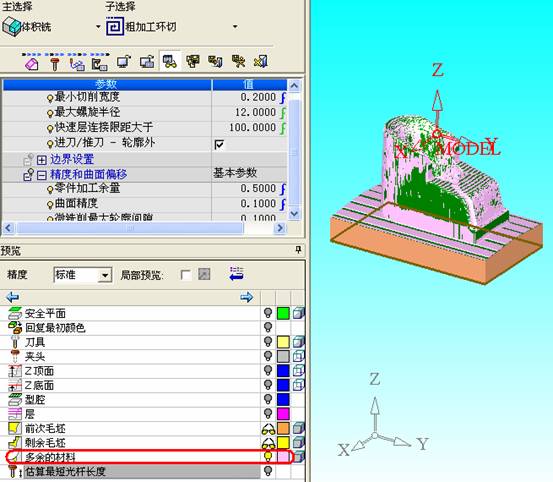
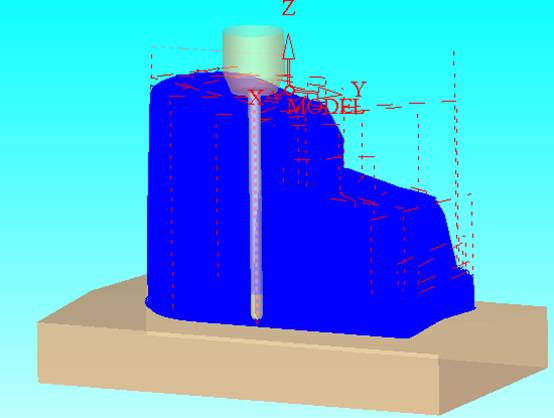
圖(5) 三、創建刀路軌跡,第一刀使用粗加工環形切削(新策略)25R5的刀具,切深3,側向步進13,整體餘量0.5,公差0.1,順銑,螺旋進刀,螺旋角度9°轉速2000,進給1200。 可以先將所有參數設置好,不需要計算、仿真、類比再檢測當前參數是否合理。只需要使用CimatronE的新功能“快速預覽”能最快在十幾秒鐘就可以看到毛坯殘留結果,如下圖所示:
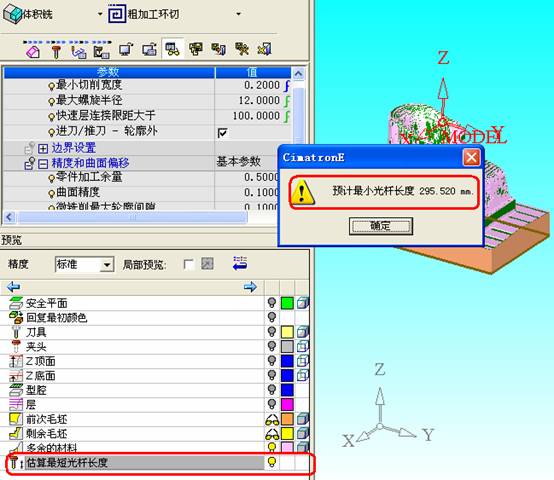
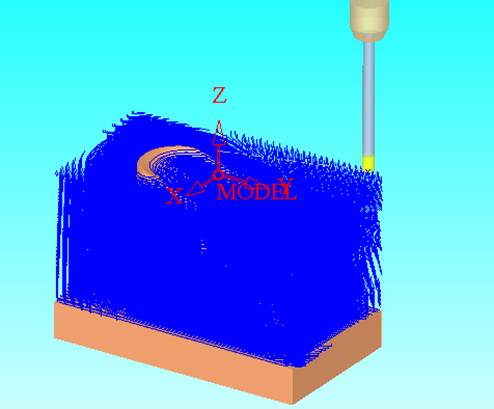
圖(6) 同時還可以很快的推算需要的最短刀長,它可以方便我們設置刀具的長度,優化刀具。如下圖所示:
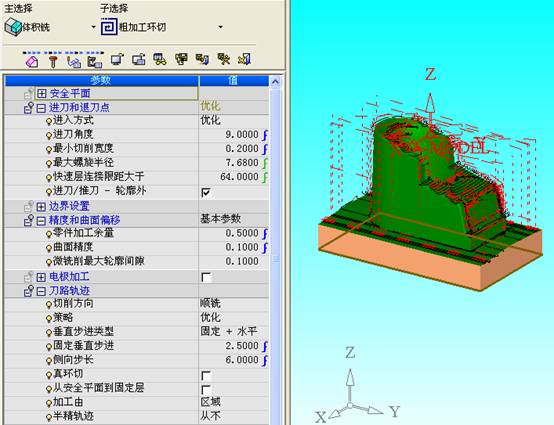
圖(7) 通過上面的預覽看出當前刀路軌跡符合要求,那計算生成刀路軌跡,如下圖所示:
圖(8) 四、二次開粗,D16R0刀具,切深2.5(材料是石膏,可以大切削量),側向步進6,餘量0.5,公差0.1,順銑,螺旋進刀,轉速2000,進給1200。 刀路參數和刀路軌跡如下:
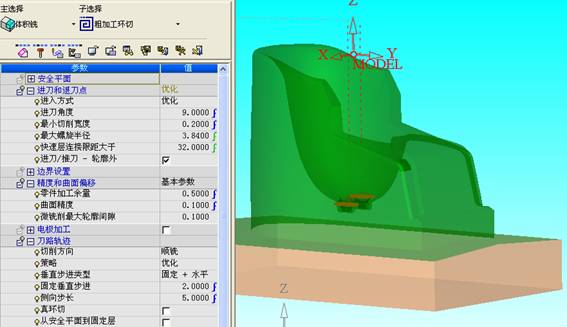
圖(9) 五、由於該模具槽內還有更小的槽,所以還需要進行一次粗加工,使用粗加工環形切削D8R0的刀具,切深2,側向步進5,整體餘量0.5,公差0.1,順銑,螺旋進刀,螺旋角度9°轉速2000,進給1200。生成刀路軌跡如下:
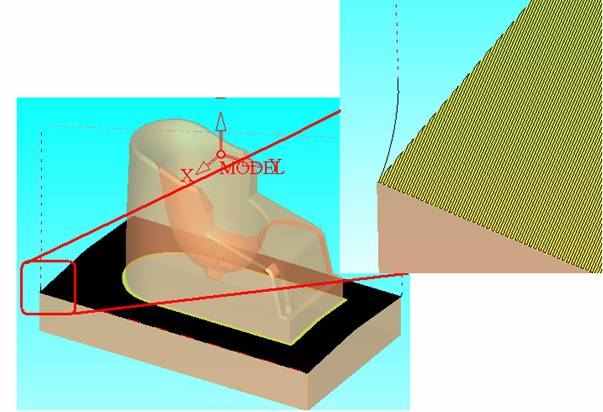
圖(10) 六、以上是粗加工和二粗加工操作,模具上的坯料基本都處理完了,下面就是精加工操作,使用根據角度精銑加工策略,使用16R8的球頭刀,切深0.3,側向步進0.3,整體餘量0,公差0.01,轉速4000,進給3000。處理剩餘毛坯:
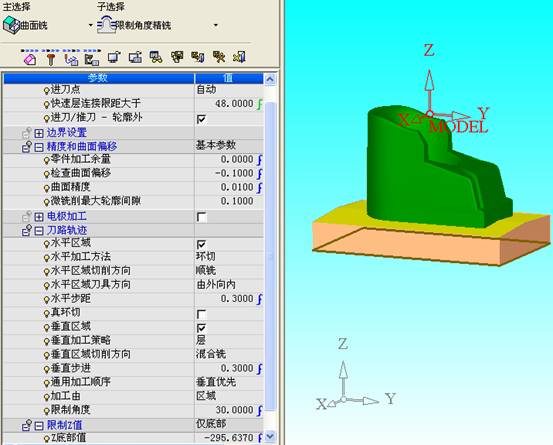
圖(11) 在這個編程中,我們使用限制Z最小值的方法將水平區域避開(上圖中黃色的面)下一步再處理黃色面的餘料。生成刀路軌跡如下:
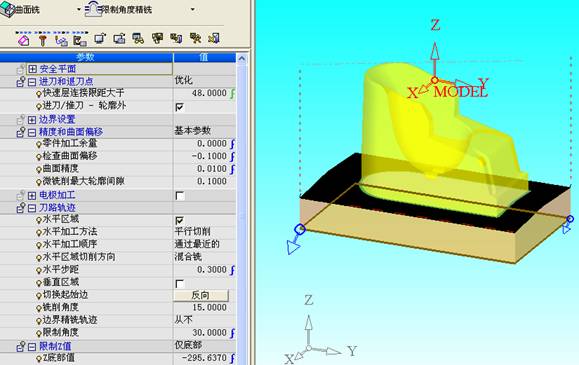
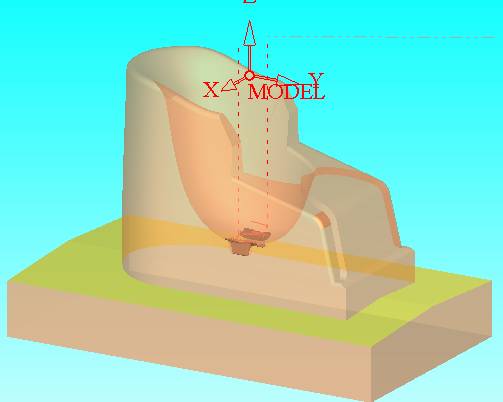
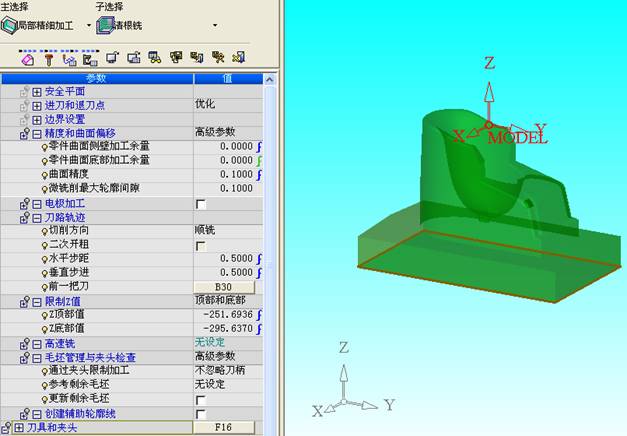
圖(12) 七、下面將水平區域餘料光刀,使用根據角度精銑(平行切削方式)16R8的球頭刀,切深0.3,側向步進0.3整體餘量0,公差0.01,轉速4000,進給3000。參數設置如下:
圖(13) 八、生成的刀路軌跡:
圖(14) 九、還有兩個小槽需要精修一下,使用根據角度精銑(平行切削方式)8R4的球頭刀,切深0.3,側向步進0.3整體餘量0,公差0.01,轉速4000,進給3000。
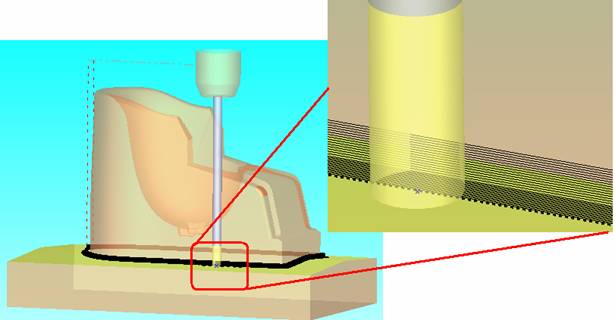
圖(15) 十、由於精加工使用的是16R8的球刀做的,所以在水平區域和垂直區域的連接處還有餘料沒有清完,需要再來一個清根加工: 使用CimatronE的專用清根功能,D16R0的刀具,切深和步距均給0.5,轉速4000,進給3000。
圖(16) 根據以上參數生成的刀路軌跡如下:
圖(17) 此模具程式工藝安排均是經過實際加工,僅供參考!
|
||||
|
|
||||
|
|
||||
|
|
||||