![]()
|
CimatronE五軸干涉檢查策略在葉片加工中的應用實例 |
||||
|
|
||||
|
|
||||
|
|
||||
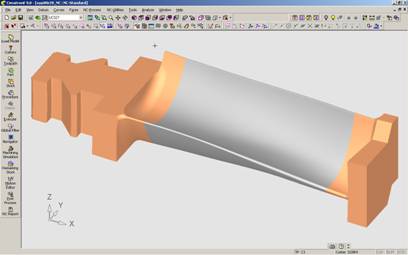
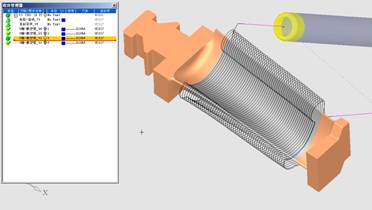
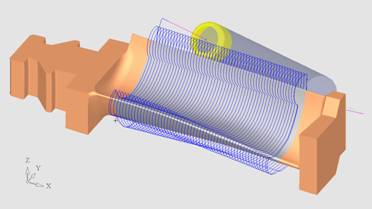
| 加工產品見下圖。尺寸:260×80×70 本文討論用CimatronE9高級5軸功能對葉片流道型面(圖示灰色部分)精加工。為保證加工效率和表面質量,工藝要求採用直徑28mm、角部半徑4mm的牛鼻刀,用刀具前端進行切削。 為明確“高級5軸”中相關參數的意義,分別做了4個刀路。
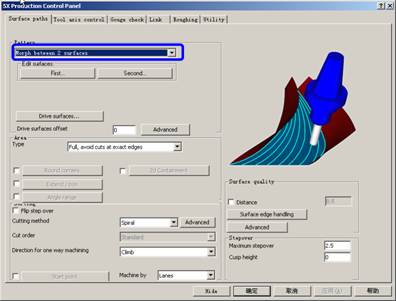
-、刀路1 採用直徑28mm,角部半徑4mm的牛鼻刀進行加工。 在高級5軸控制面板中,設置Surface path(曲面路徑)Pattern(方式)為Morph between2surfaces(兩曲面之間漸變)。
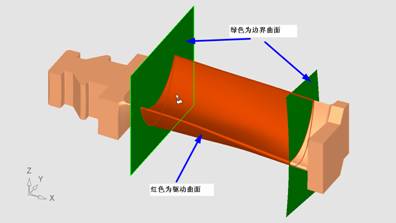
加工幾何拾取如下圖:
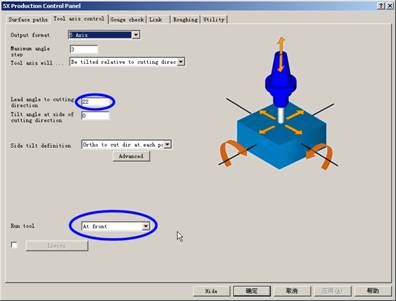
刀軸控制採用Be tilted relative to cutting direct(相對於切削方向傾斜),前傾角設置為28度。
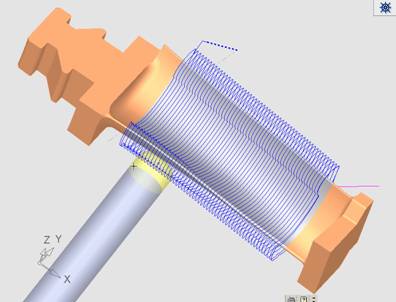
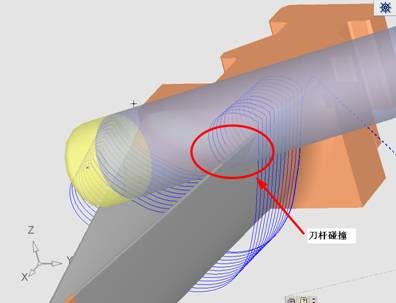
生成刀路如圖:
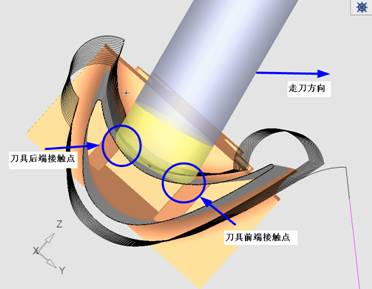
用刀路導航器觀察,由於前傾角過大,刀桿與葉片出氣邊發生碰撞干涉。經測試前傾角小於23度可避免刀桿碰撞。見下圖:
二、刀路2 複製刀路1。設置前傾角22度。 Run tool(運行刀具)參數設為At front(在前端)。以確保使用刀具前端進行切削。
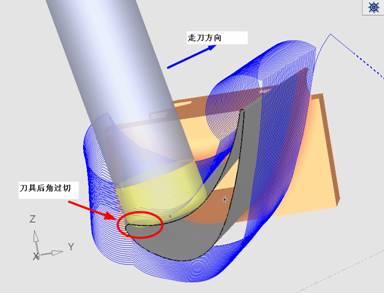
生成刀路。 此時用刀具前端進行切削,並避免了刀桿與葉片出氣邊碰撞。但刀具後端產生過切。如圖:
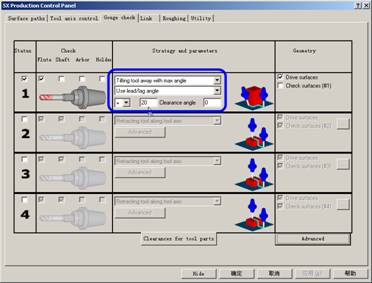
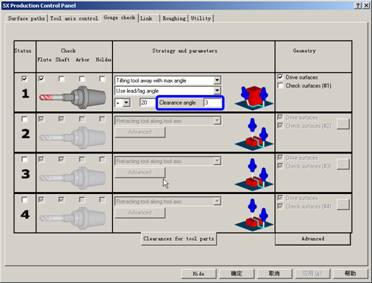
可見,當前傾角小於22度時,由於葉片內弧曲率較大,刀具後端產生過切。 若更換其他刀具,比如球刀。將嚴重影響切削效率。 因此,恆定的前傾角難以滿足此葉片的實際加工工藝要求。 三、刀路3 複製刀路2。設置干涉檢查參數,切削刃針對對驅動曲面做乾涉檢查。避讓策略為Tilting tool away with max angle(以最大角度傾斜開刀具),Use lead/lag angle(採用前/後傾角), 指定最大傾角為+20度。見下圖:
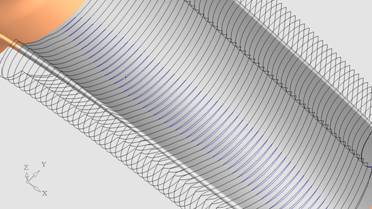
生成刀路。見下圖:
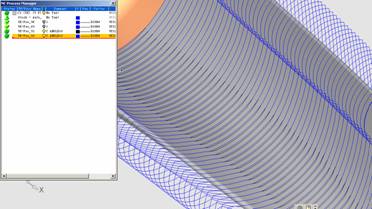
同時顯示刀路2(藍色)和刀路3(黑色),可看到葉片內弧刀路軌蹟的差異。見下圖:
此時已避免了刀具後端過切。但刀具後端與加工面最小距離為0,實際加工會擦到工件材料,留下刀具後端與工件刮擦的刀痕。見下圖:
四、刀路4 複製刀路3。設置干涉檢查參數Clearance angle(間隙角度)為3度。此參數是CimatronE9新增參數。見下圖:
生成刀路。見下圖:
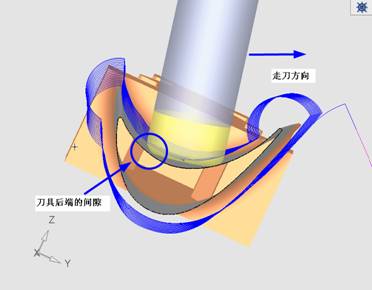
用刀路導航器查看,刀具後端與加工面之間保留了足夠的間隙,見下圖:
此時刀具在後角不發生干涉的基礎上,前傾角再增加間隙角度3度。 同時顯示刀路4(藍色)與刀路3(黑色),見下圖:
小結: 運用CimatronE9高級5軸中乾涉檢查策略,通過刀軸自動傾斜避讓,我們精確控制了刀軸前傾角。得到滿足工藝要求的理想刀路。
|
||||
|
|
||||
|
|
||||
|
|
||||