![]()
|
CimatronE五軸航空銑編程實例 |
||||
|
|
||||
|
|
||||
|
|
||||
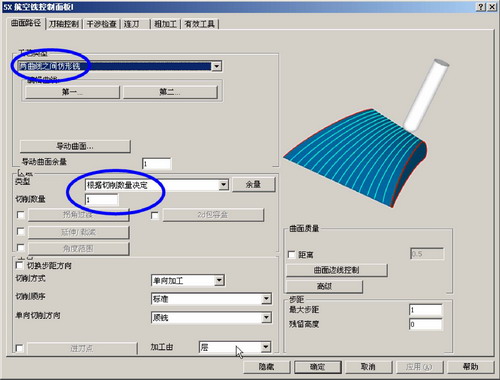
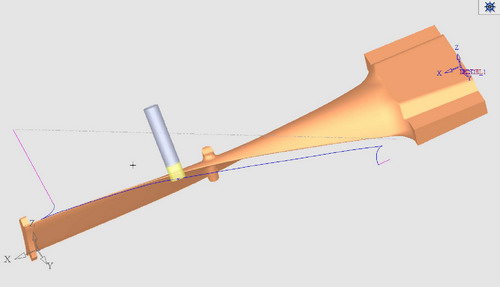
| 汽輪機葉片通常採用鑄件毛坯進行數控加工。若直接使用牛鼻刀沿葉片型面螺旋開粗,在進氣邊和出氣邊處由於刀軸運動劇烈,會突然產生較大的刀具載荷。下面我們應用CimtronE軟件中的5軸航空銑功能,用φ40鑲齒玉米刀側刃去除進出氣邊餘量,以為後續加工程式提供良好的切削條件。 一、曲面路徑 工藝類型選擇“兩曲線之間仿形銑”。
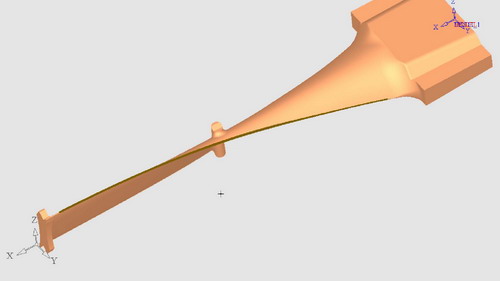
如下圖,拾取進氣邊R(紅色曲面)為導動曲面。曲面兩側的邊界輪廓分別為“第一”和“第二”曲線。
生成刀路如下圖。注意此時刀軸方向為默認的曲面法向。
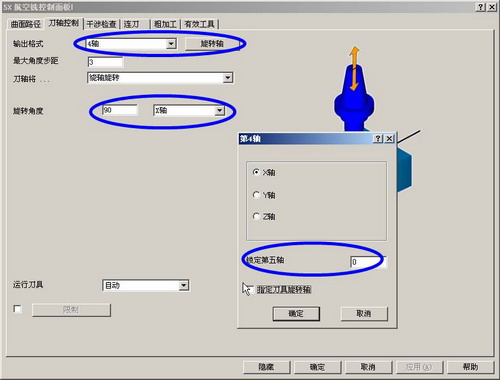
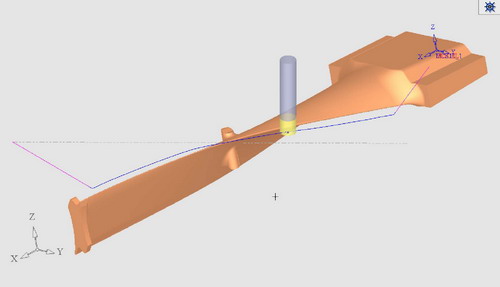
二、刀軸控制 如下圖,設置“輸出格式”為“4軸”,“鎖定第五軸”為0度。刀軸將繞X軸旋轉,旋轉角度為90度。
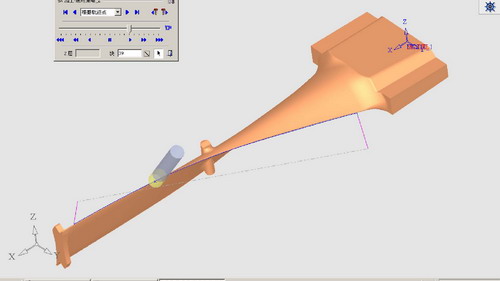
生成刀路如下圖。
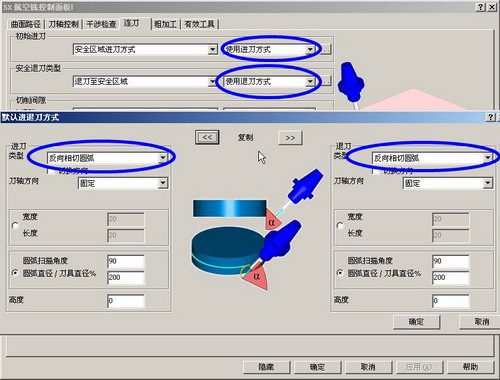
三、連刀 使用“反向相切圓弧”進退刀方式。
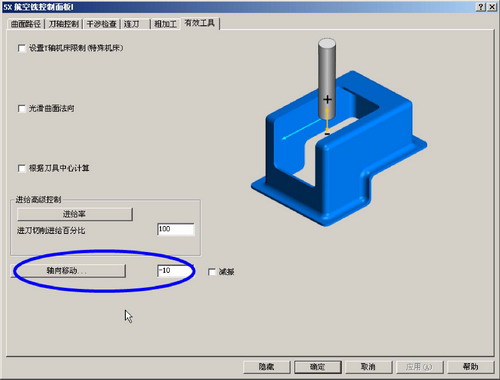
四、有效工具 “軸向移動”-10 ,刀具沿刀軸方向向下移動10mm。
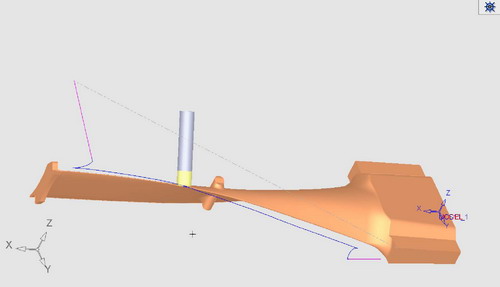
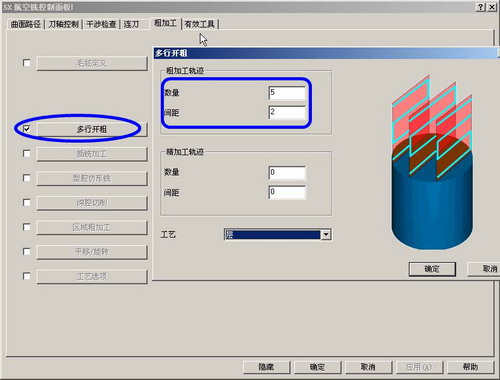
五、粗加工 根據實際毛坯餘量設置粗加工軌蹟的數量和間距。如下圖。
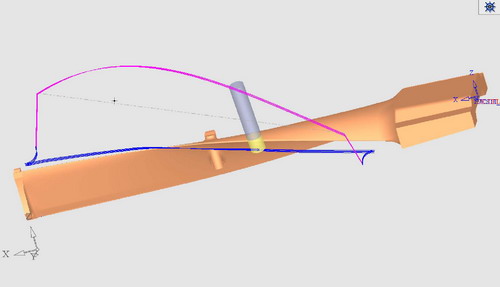
最終生成的刀路:
|
||||
|
|
||||
|
|
||||
|
|
||||