|
3D平臺的五金模具設計是一項新穎設計理念,面對日新月異的替換性市場的更新,鈑金產品零件設計越來越複雜,這就註定傳統式的2D五金設計平臺必然遇到無法解決的瓶頸,例如鈑金零件複雜型位元展開,鈑金零件衝壓精度,更重要的是交付週期的日益縮減;同時這也是五金模具設計生產的發展的重大難點之一。
CimatronE軟體五金模具解決方案在客戶使用群體中深得廣泛好評,尤其在專業鈑金展開功能中特具特點——操作簡單,展開精准,效率奇高。
針對複雜異性的鈑金成型零件展開與衝壓有限元分析,CimatronE擁有簡單非凡的解決方法。下面以一個案例簡述如何進行異性複雜曲面的鈑金展開。
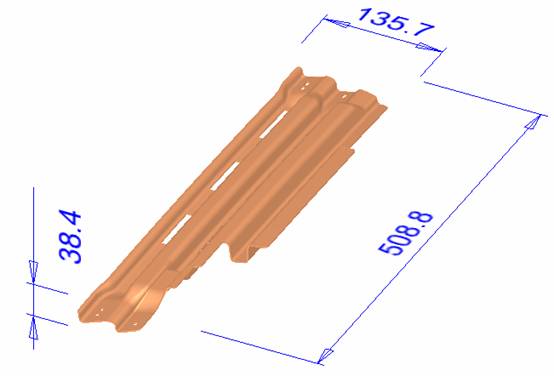
 
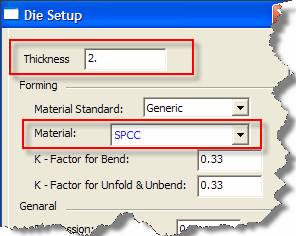
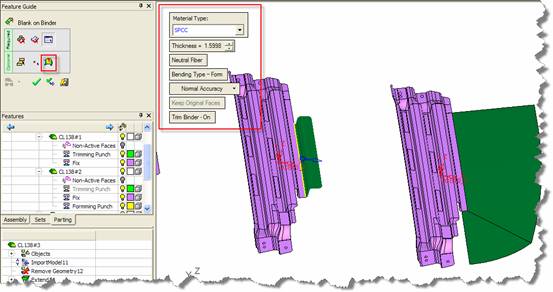
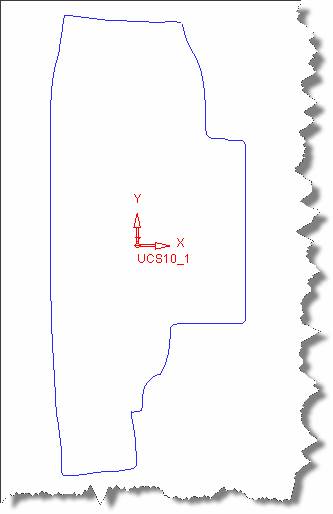
1、見上圖零件檔案,整個圖檔均為非規則曲面,沒有一處地方是平直曲面。通過 級進模嚮導進入級進模設計系統,並設定材料的類型為:SPCC;材料厚度為2mm。 級進模嚮導進入級進模設計系統,並設定材料的類型為:SPCC;材料厚度為2mm。
2、選取 ,新增一個工步。 ,新增一個工步。
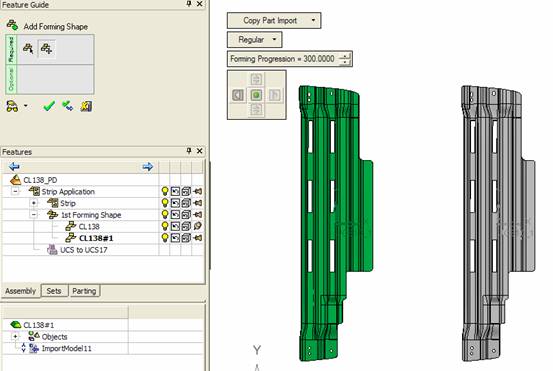
3、通過 選取鈑金零件的上表面或者下表面作為展開的參考基準面。這時CimatronE鈑金展開的系統會自動偵測鈑金零件的材料厚度,上面的步驟我們所設定的2mm和實際的圖檔的厚度1.6mm有差異,系統會自動提醒用戶需要更新材料厚度。 選取鈑金零件的上表面或者下表面作為展開的參考基準面。這時CimatronE鈑金展開的系統會自動偵測鈑金零件的材料厚度,上面的步驟我們所設定的2mm和實際的圖檔的厚度1.6mm有差異,系統會自動提醒用戶需要更新材料厚度。
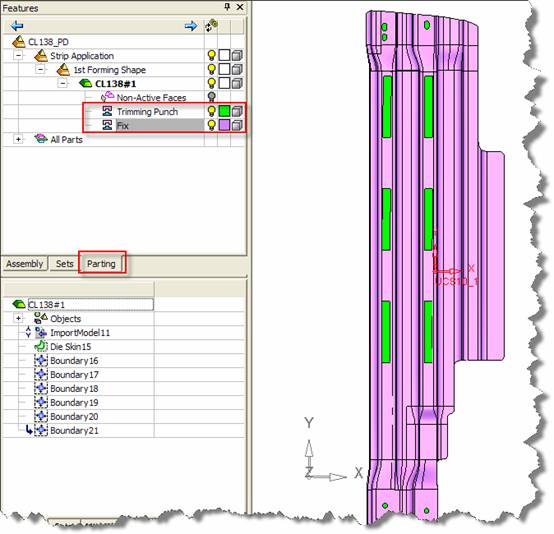
4、在新增的工位中,我們把所有孔部分通過CimatronE的曲面修補功能快速修補曲面上的孔位。
5、同時在該工位中把補好孔位的曲面通過 ,把曲面分配相應的“Trimming
Punch”衝壓屬性,其餘的曲面分配為“Fix”衝壓屬性,以便在後期設計中區分其衝壓的工序。(可以根據個人偏好修改衝壓屬性的表達方式) ,把曲面分配相應的“Trimming
Punch”衝壓屬性,其餘的曲面分配為“Fix”衝壓屬性,以便在後期設計中區分其衝壓的工序。(可以根據個人偏好修改衝壓屬性的表達方式)
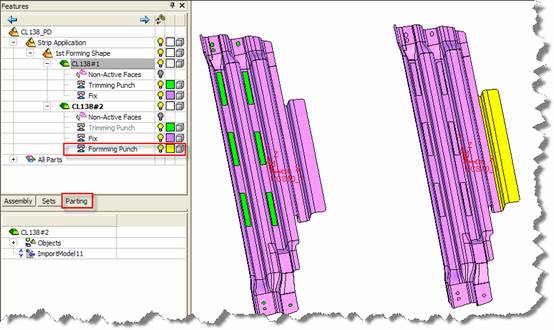
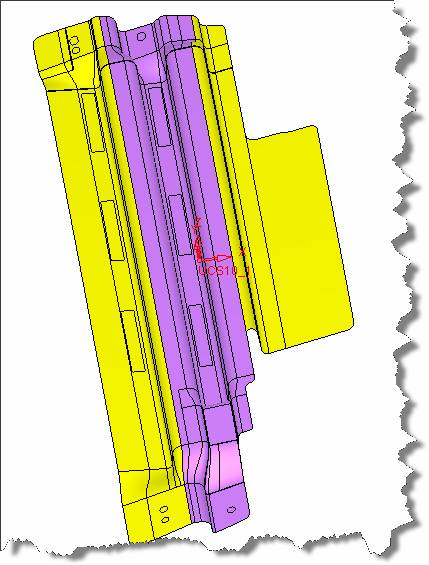
6、完成以上步驟,繼續選取。在上一個工位基礎上再增加一個工位。此時,把剛才所歸屬“Trimming
Punch”衝壓屬性的曲面合併在“Fix”衝壓屬性中,增加鈑金零件右邊的曲面為“Formming Punch”衝壓屬性。
7、繼續基於前個工序增加新一個工站。並把“Formming
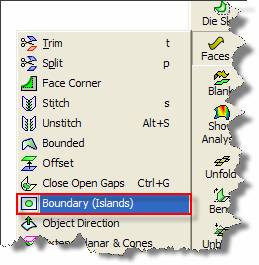
Punch”衝壓屬性(即黃色部分曲面)的曲面刪除。按原有曲面曲率作曲面的延伸。延伸部分的曲面使用 縫合曲面。 縫合曲面。
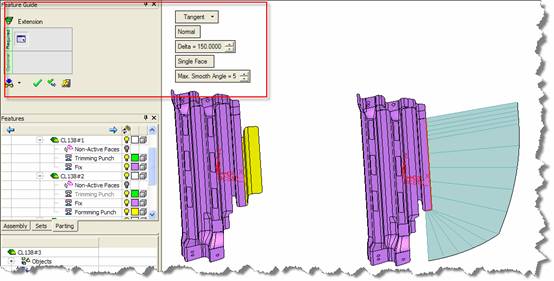
8、此時,選擇 功能,首先點選已經縫合的延伸部分曲面,再點選上一工位相應部位曲面。點擊滑鼠中鍵確認,彈出展開參數設置選項框,可修改展開的參數同時可選擇 功能,首先點選已經縫合的延伸部分曲面,再點選上一工位相應部位曲面。點擊滑鼠中鍵確認,彈出展開參數設置選項框,可修改展開的參數同時可選擇 進行衝壓有限元分析。確認以後即可按要求的曲率展開該部分的曲面。 進行衝壓有限元分析。確認以後即可按要求的曲率展開該部分的曲面。
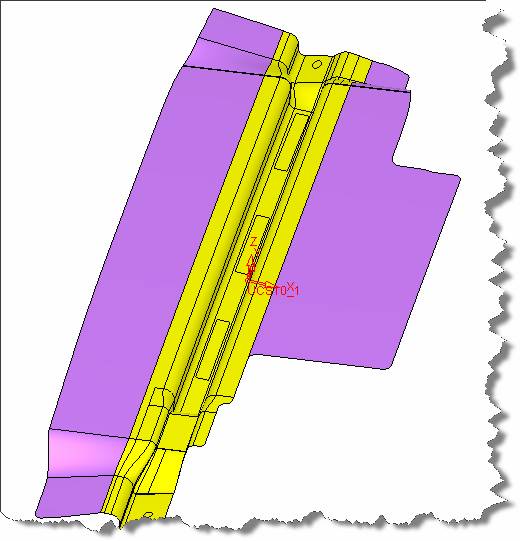
9、把展開的曲面連同其他曲面一起縫合成為整體。並把展開部分的曲面歸屬“Fix”衝壓屬性,把鈑金零件左邊的曲面歸屬“Formming
Punch”衝壓屬性。
10、繼續根據上個工位元,增加新一個工位,把歸屬“Formming
Punch”衝壓屬性的即黃色部分曲面)的曲面刪除。按原有曲面曲率作曲面的延伸。延伸部分的曲面使用縫合曲面。使用,重複上述第7,8的步驟把此處曲面展開。
11、把展開的曲面連同其他曲面一起縫合成為整體。並把展開部分的曲面歸屬“Fix”衝壓屬性,把鈑金零件左邊和右邊對稱的曲面歸屬“Formming
Punch”衝壓屬性。
12、繼續根據上個工位元,增加新一個工位,把歸屬“Formming
Punch”衝壓屬性的即黃色部分曲面)的曲面刪除。按原有曲面曲率作曲面的延伸。延伸部分的曲面使用縫合曲面。使用,重複上述第7,8的步驟把此處曲面展開。
13、把展開的曲面連同其他曲面一起縫合成為整體。並把展開部分的曲面歸屬“Fix”衝壓屬性,把鈑金零件中間成型的曲面歸屬“Formming
Punch”衝壓屬性。
14、直接使用 功能,在該工位上選擇任意曲面位置,由於該工站的成型位置相對複雜,可選擇進行衝壓有有限元分析,如果沒有問題可把全部成型部位展平為最大下料尺寸。 功能,在該工位上選擇任意曲面位置,由於該工站的成型位置相對複雜,可選擇進行衝壓有有限元分析,如果沒有問題可把全部成型部位展平為最大下料尺寸。
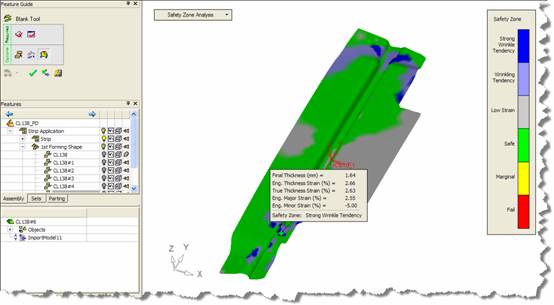
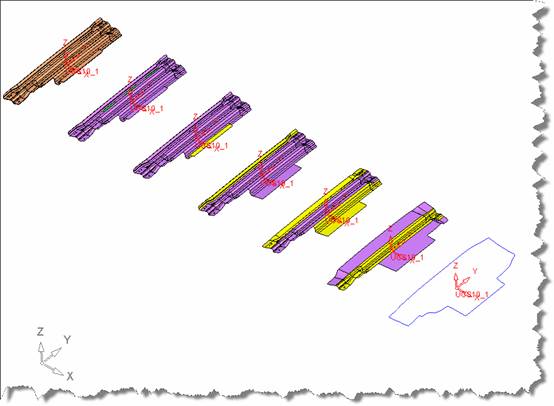
15、展開結果如下圖所示。
16、全局展開,按照合理的工站排布以及衝壓屬性的區分,該圖檔的成型的過程十分簡單,直觀地展現在設計者面前。
該非規則自由曲面類鈑金零件的展開,在傳統2D的設計平臺上是無法高效率、簡單、精准地根據工序展開,這就是現代五金衝壓行業急需突破的技術難點之一。此時,CimatronE為現在五金衝壓行業提供了專業,簡單操作,高效精准的全新3D設計平臺,充分能體現與展示優越的技術優勢,大大提高工模具行業的作業效率與產品質量。該零件已在CimatronE的標準客戶實際生產當中成功衝壓鈑金件,僅僅通過兩次的模具修改即完成模具沖設計到產品交付的過程,展開的輪廓與最終試模修正的輪廓只相差0.05∼0.08之間的精度公差。
|